
The true power of flow chemistry lies in performing reactions at precisely controlled, small volumes that maximize heat and mass transfer. Continuous flow ensures rapid mixing, efficient heat removal, enhanced safety, improved selectivity, and consistent, reproducible performance.
Flow chemistry, also referred to as continuous flow chemistry, is a modern approach to conducting chemical reactions in which reactants are continuously pumped through channels or tubular reactors rather than being processed in large batch vessels. Within these reactors, reagents mix and react under precisely controlled conditions of temperature, pressure, and residence time, allowing chemists to achieve desired reaction control. The design of flow reactors, ranging from microreactors and slurry reactors to packed-bed and tubular configurations, provides a high surface-area-to-volume ratio that enhances heat and mass transfer while ensuring efficient mixing. Additionally, pressurized operation allows reactions to be performed above the normal boiling point of solvents, increasing reaction rates. Incorporating inline analytical tools such as infrared (IR) spectroscopy, nuclear magnetic resonance (NMR), or ultraviolet (UV) spectroscopy, enables real time monitoring and rapid optimization of reaction parameters.
One of the most significant advantages of flow chemistry is enhanced safety. Because only small quantities of reactive material are present in the reactor at any moment, the risk associated with hazardous reactions is dramatically reduced. This is particularly beneficial when handling unstable or energetic intermediates such as azides, diazo compounds, peroxides, or during highly exothermic nitration reactions. Efficient heat dissipation prevents thermal runaway, while the contained design allows safer operation at elevated pressures and temperatures. Another major benefit lies in superior heat and mass transfer. Traditional batch reactors often struggle with uneven temperature distribution and concentration gradients, especially at larger scales. In contrast, the small channel dimensions of flow reactors allow rapid heat removal and highly uniform reaction environments. This results in faster reaction kinetics, improved selectivity, and fewer undesired by-products.
Flow chemistry also delivers improved product quality and reproducibility. Once steady-state conditions are achieved, every portion of material experiences nearly identical reaction parameters, eliminating batch-to-batch variability. This consistency is particularly critical in industries such as pharmaceutical manufacturing, electronic chemicals, and high-purity specialty products where stringent quality standards must be maintained. The ability to produce uniform material continuously also simplifies validation and regulatory compliance.
The approach further accelerates process development by allowing rapid screening and optimization of reaction conditions. Chemists can easily adjust flow rates, stoichiometry, temperature, or pressure and immediately observe the effects, significantly shortening development timelines. Moreover, flow chemistry enables telescoping—the integration of multiple reaction steps into a single continuous sequence without isolating intermediates. For instance, a nitration followed by reduction and cyclization can be performed in one streamlined process, reducing solvent consumption, minimizing manual handling, and improving overall efficiency.
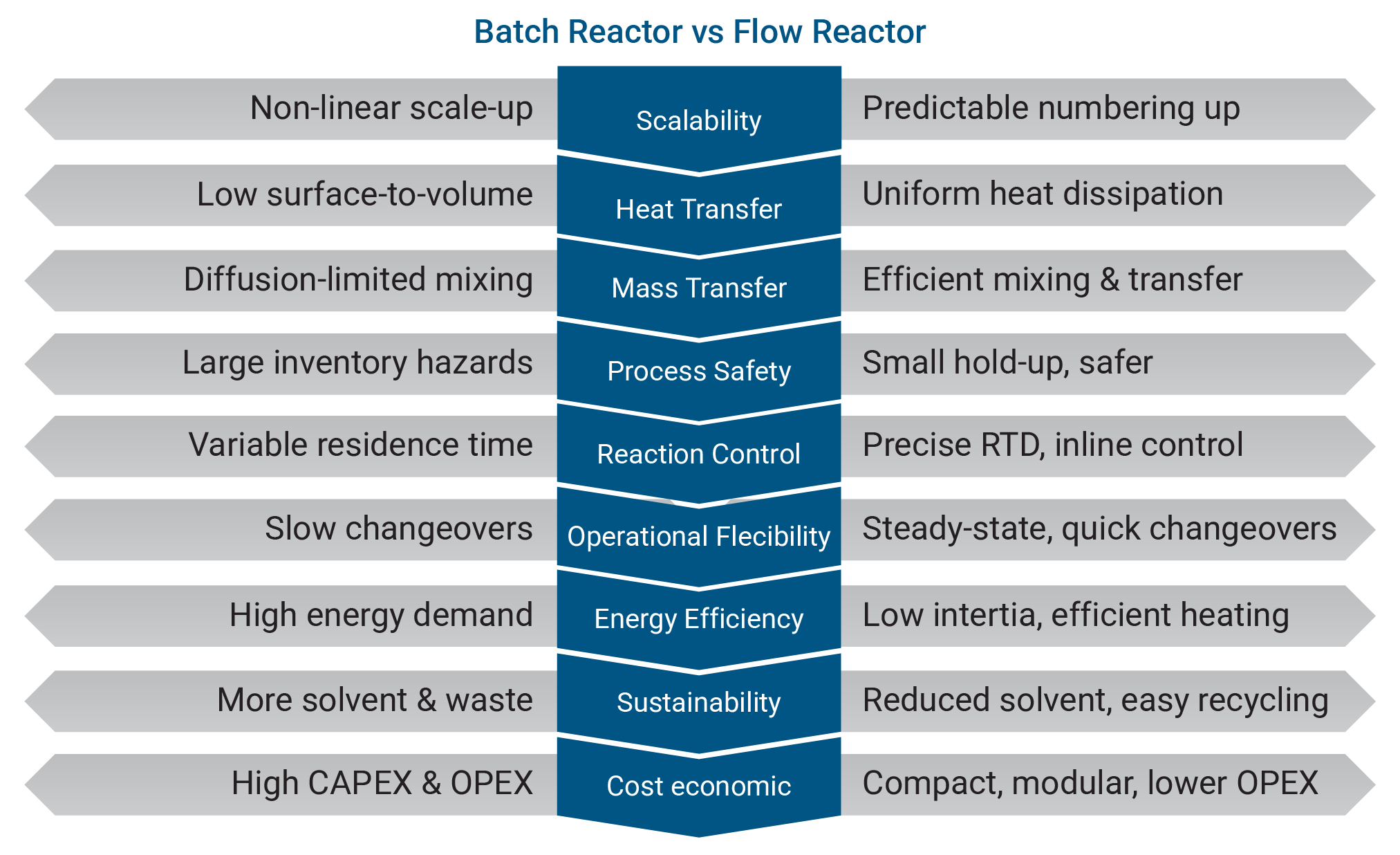
When compared directly with batch processing, flow chemistry demonstrates clear superiority across multiple parameters. Safety is enhanced because of minimal reactive hold-up, while heat transfer and mixing are far more efficient than in large stirred vessels. Scalability is achieved not by increasing reactor size but through “numbering up,” where multiple identical reactors operate in parallel to maintain performance while boosting production capacity. Continuous operation also ensures steady-state uniformity, reducing variability and enabling higher levels of automation. Collectively, these factors contribute to lower waste generation and more predictable manufacturing outcomes.
Applications such as hydrogenation, photooxidations, halogenations, and radical reactions have become more scalable and efficient under continuous conditions. The pharmaceutical industry has been one of the earliest adopters of flow chemistry due to its need for precision and safety. Regulatory agencies, including the U.S. FDA, have encouraged continuous manufacturing because it enhances quality assurance and process reliability. Nitration processes, traditionally associated with significant thermal hazards, also benefit greatly from flow technology. Rapid heat removal prevents hotspot formation and reduces the likelihood of runaway reactions, making the continuous nitration of aromatic compounds for dye and specialty intermediates considerably safer. A notable example for a safe and controlled nitration in flow is described below.
The continuous nitration of the substituted benzene ring is performed in a CorFLO® reactor (an Amar-made corrugated tube static mixer). The synthesis includes nitration of the substituted ring using concentrated nitric acid to generate the nitronium ion auto-catalytically. This reaction is an Electrophilic Aromatic Substitution wherein the nitronium ions generated by the self-catalysis of nitric acid attack the aromatic ring to form the corresponding ortho and para nitrated products. (Figure 1)

The schematic process flow diagram depicts the continuous nitration of substituted benzene in flow using CorFLO® reactor (Figure 2). The starting materials are pumped into the reactor after passing through the pre-heaters set at the required high temperatures. The reaction parameters such as temperature, residence time, molar ratio of the reactants are evaluated and the flow rates as well as back pressure are set accordingly. The resulting reaction mixture exiting from the reactor is cooled down using an inline condenser. The product from the mixture is separated through an LLS (Liquid-Liquid Separator) connected in the stream after condenser to give two separate aqueous and organic streams. The organic stream is the desired product – nitrated substituted benzene ring. The reaction is completed within few minutes – low residence times ranging from 2 to 5 minutes as per the required molar ratios. The intense exothermic heat generated during the reaction is effectively controlled and dissipated by the exceptional heat transfer capabilities of the CorFLO® reactor, enabling hazardous nitration reactions to be performed with a significantly higher level of safety as compared to the batch processes.

From a safety perspective, flow chemistry aligns closely with inherently safer design principles. Reduced inventories of hazardous substances, improved containment, automated shutdown mechanisms, and continuous monitoring all contribute to safer plant operation. An important advantage is the on-demand generation of hazardous intermediates, which eliminates the need for their storage or transportation and thereby reduces overall process risk. Flow chemistry is equally aligned with the principles of green chemistry. Higher selectivity reduces by-product formation and waste, while efficient heat transfer lowers energy requirements for heating and cooling. Telescoped processes improve atom economy by eliminating intermediate isolation steps, and inline separations help minimize solvent-intensive workups. Furthermore, the compact equipment footprint reduces infrastructure demands, often resulting in a lower Environmental Factor (E-factor) compared to traditional batch manufacturing.
Importantly, flow chemistry has moved well beyond laboratory-scale experimentation and is now viable for large-scale industrial production, spanning outputs from milligrams per hour to several tons per year. Scaling strategies include numbering up identical reactors, employing flow reactors for higher throughput, utilizing cascades of continuous stirred tanks, and deploying modular skid-based plants that can be installed rapidly. Many major chemical manufacturers are investing in such flexible facilities because they offer reduced operational risk, faster deployment, and the ability to adapt production volumes to market demand.



